硬質(zhì)合金鉆頭鉆削非平面不同類型工況注意事項(xiàng)及設(shè)計(jì)特點(diǎn):
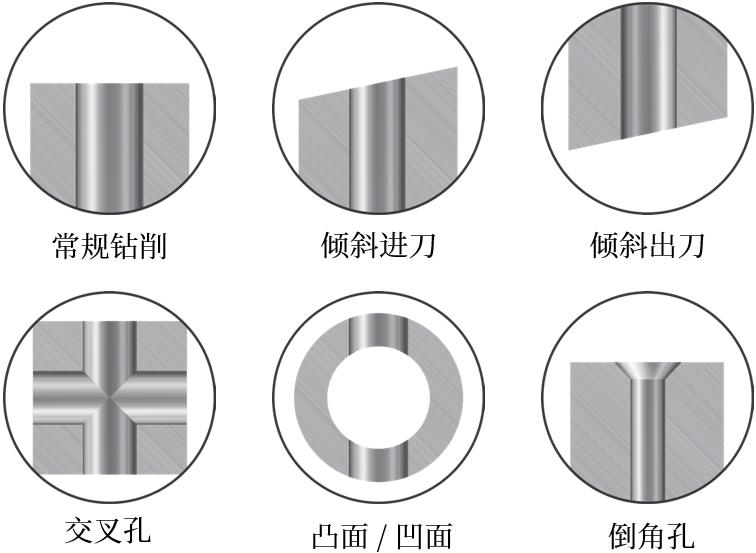
在實(shí)心材料上鉆盲孔較易,而對(duì)于鉆孔類型為傾斜進(jìn)刀、凸凹面、交叉孔等特殊性加工情況下,難度系數(shù)就會(huì)直線提升;在復(fù)雜多變的生產(chǎn)加工過程中,如何實(shí)現(xiàn)高效、穩(wěn)定的鉆孔品質(zhì),一款高品質(zhì)硬質(zhì)合金鉆頭就顯得尤為重要。
對(duì)于鉆削非平面工件可能因鉆頭切削刃受力不均,導(dǎo)致極易磨損,需要掌握鉆孔原則;在鉆非平面時(shí),存在鉆頭偏斜風(fēng)險(xiǎn)。為了避免這種情況,總的原則是在鉆入時(shí)降低進(jìn)給。
凸面鉆削加工:
當(dāng)半徑大于4倍鉆頭直徑且孔垂直于半徑,則可以鉆削。在鉆入過程中將進(jìn)給降低至正常進(jìn)給率的50%。
凹面鉆削加工:
當(dāng)半徑大于15倍鉆頭直徑且孔垂直于半徑,則可以鉆削。在鉆入過程中將進(jìn)給降低至正常進(jìn)給率的25%。
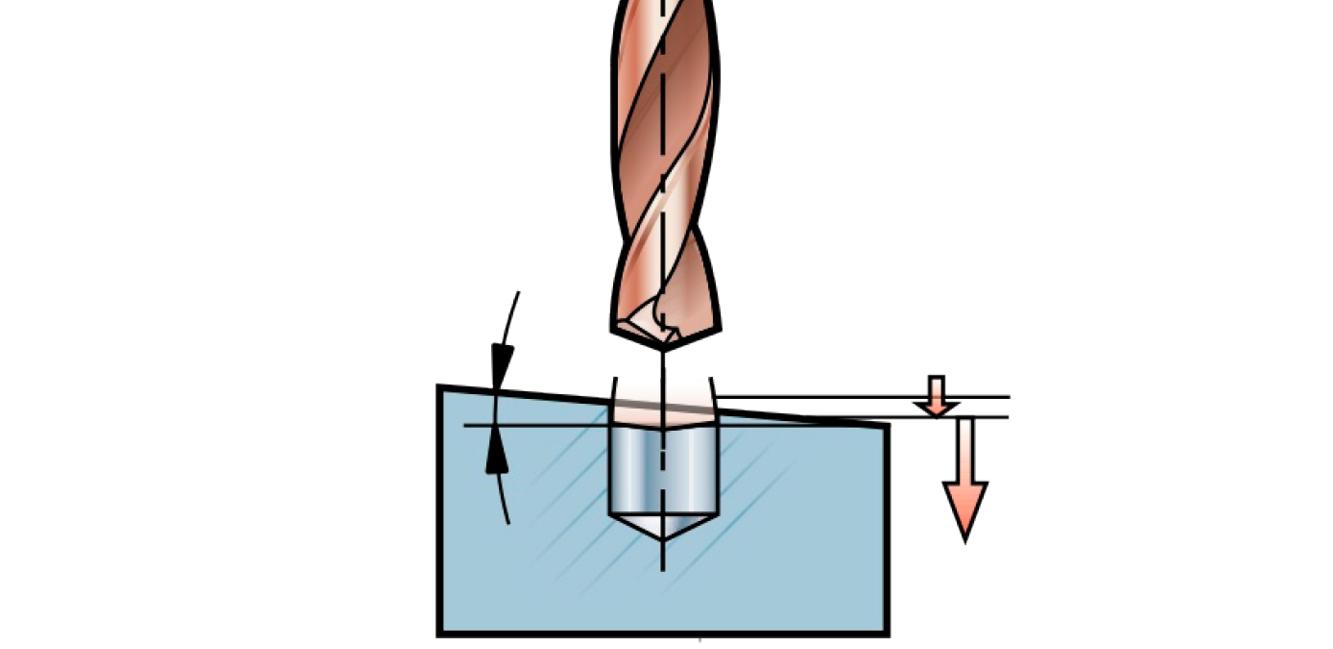
斜面鉆削加工:
當(dāng)傾角小于等于10°,則在鉆入過程中將進(jìn)給降低至正常進(jìn)給率的1/3。如果傾角大于10°,則不建議鉆入。先在表面銑出一個(gè)小平面,然后再鉆孔。
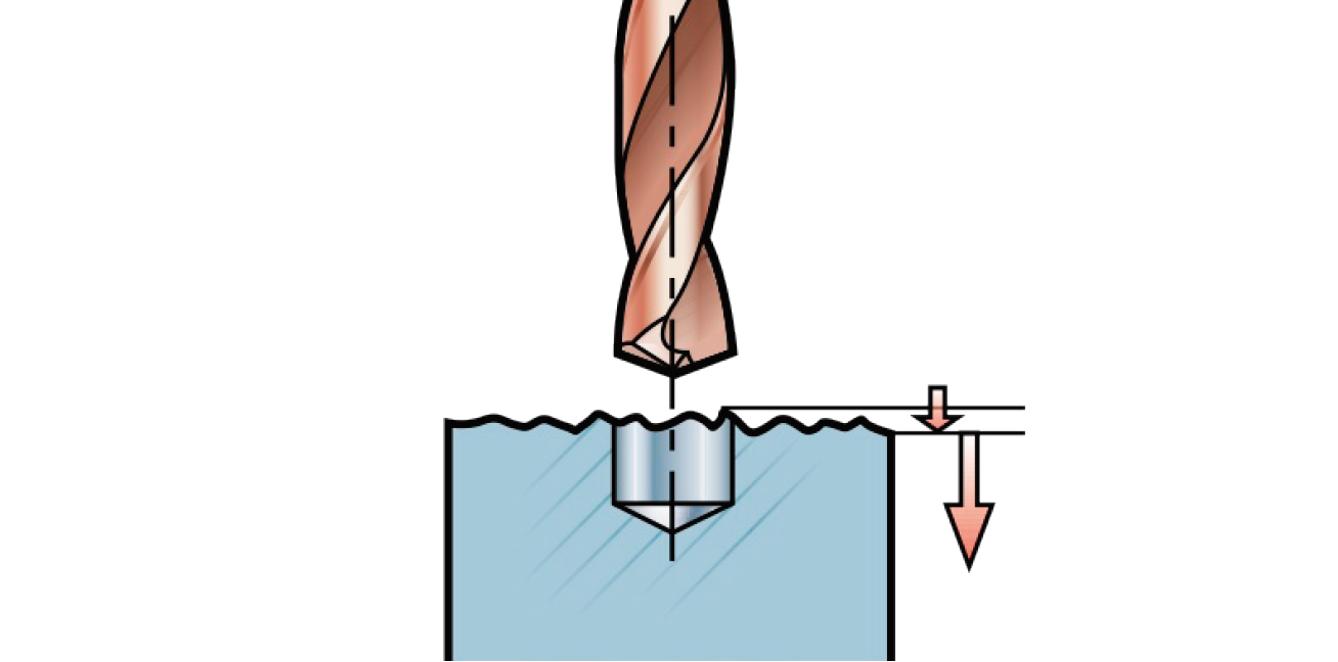
不規(guī)則表面鉆削加工:
將進(jìn)給率降低至正常進(jìn)給率的?,以避免切削刃崩刃。
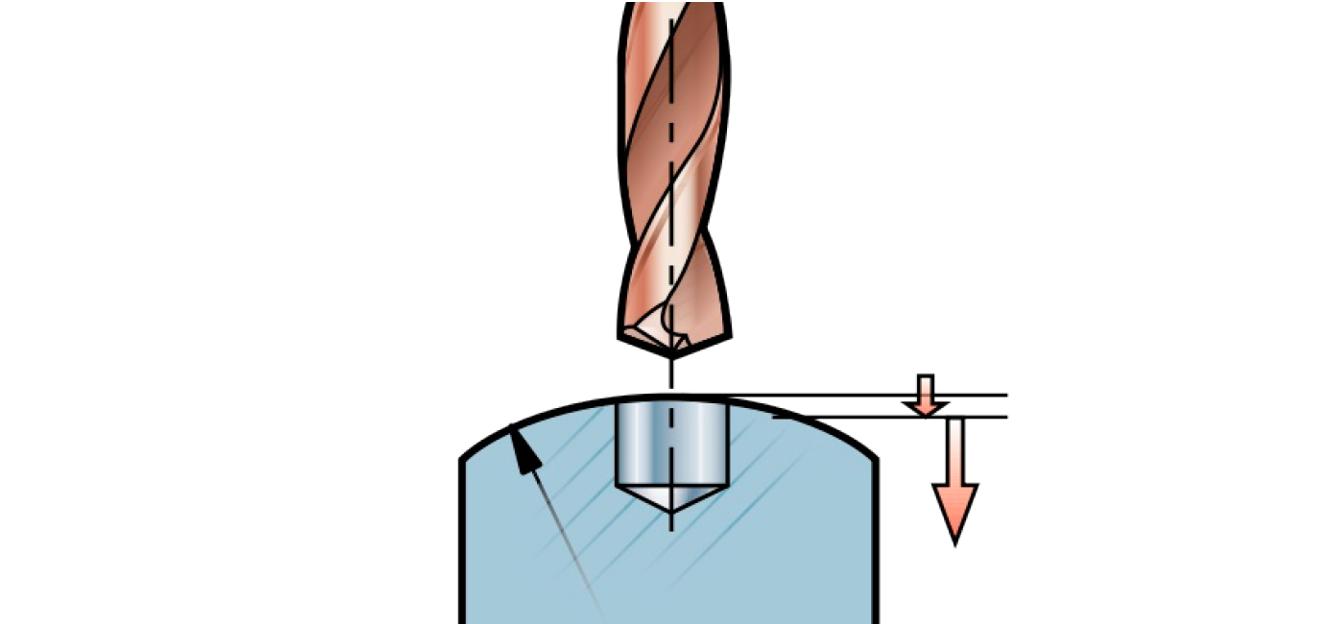
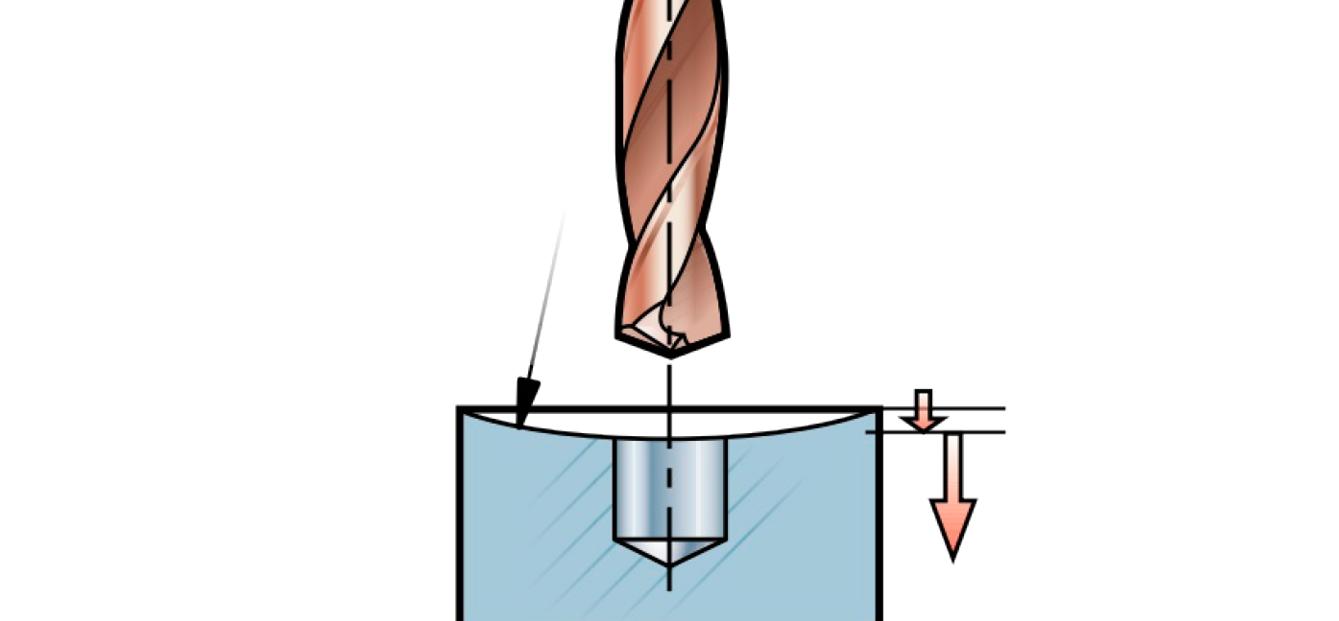
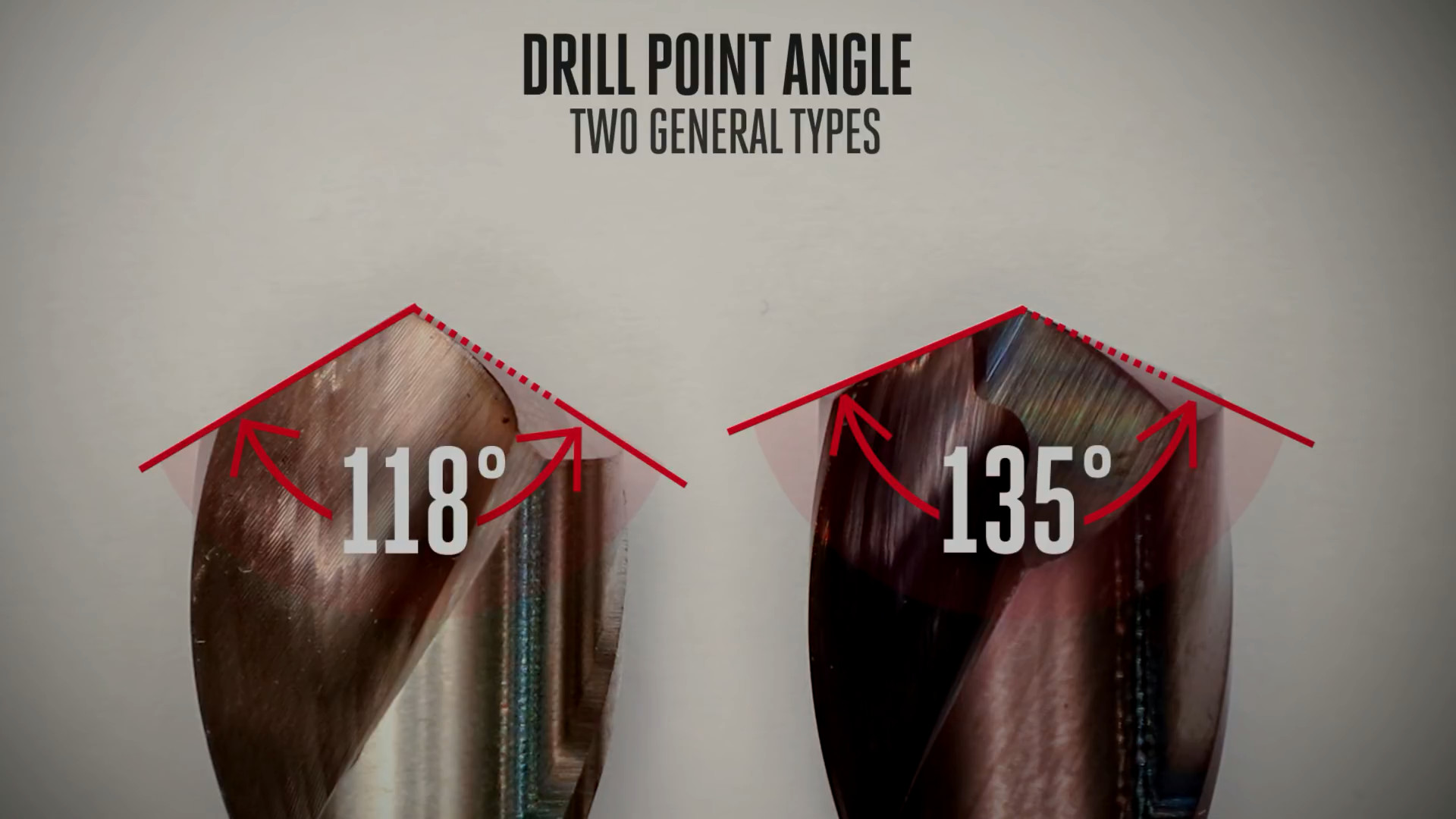
合金鉆頭鉆尖角度設(shè)計(jì):
118°的鉆尖角度可能在加工中最為常見,通常用于加工低碳鋼、鋁等軟金屬。這種角度的設(shè)計(jì)通常是不具備自定心功能的,這意味著無可避免的要先加工定心孔。135°的鉆尖角度通常具有自定心功能,由于無需加工定心孔,這將會(huì)讓單獨(dú)鉆定心孔不再成為必要的工序,從而節(jié)省大量的時(shí)間。
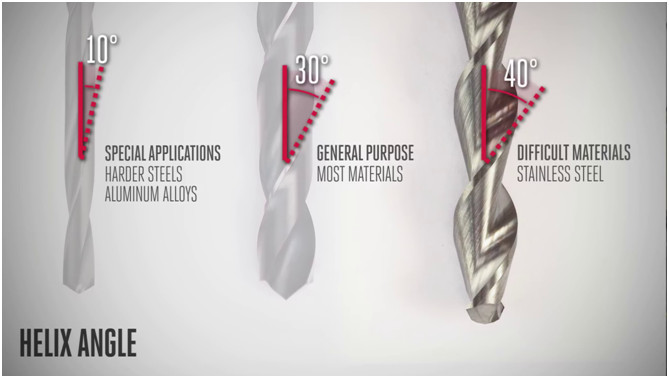
合金鉆頭螺旋角度設(shè)計(jì):
多數(shù)的材料來說30°的螺旋角度是個(gè)非常好的選擇。但是對(duì)于需要排屑更好,切削刃的強(qiáng)度更高的環(huán)境,可以選擇螺旋角度更小的鉆頭。對(duì)于難以加工的材料比如說不銹鋼,可以選擇螺旋角度更大的設(shè)計(jì)來傳遞扭矩。