曲軸箱汽車曲軸的空腔結構加工鉆頭
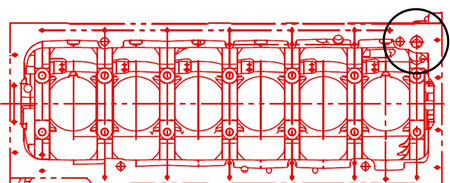
曲軸箱是容納汽車曲軸的空腔結構,是發動機中最重要的部件。它承受連桿傳來的力,并將其轉變為轉矩通過曲軸輸出并驅動發動機上其他附件工作。曲軸箱分上曲軸箱和下曲軸箱,上曲軸箱與氣缸體鑄成一體,下曲軸箱用來貯存潤滑油,并封閉上曲軸箱。
被加工零件:曲軸箱
被加工材料:鑄鐵450
加工設備:臥加
冷卻方式:內冷
加工部位:油回路油封孔
工件如圖:

曲軸箱汽車曲軸的空腔結構加工刀具鉆頭
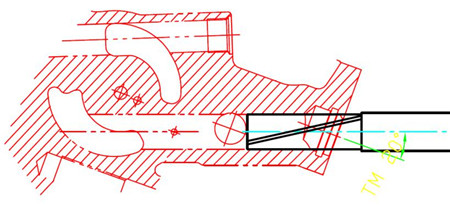
加工難點1、孔口部位已經加工出一個階梯孔,且與此款D22.9的刀具成20°夾角,這樣就會導致D22.9刀具下刀加工時,加工表面呈不規格面,對于刀具來說是個極大的考驗;
加工難點2、刀具進入到已加工階梯孔內后,再往下加工為是實心鉆孔,原進口品牌刀具加工出來的孔位置度在0.1-0.15mm,油封安裝后的密封性不足;
加工難點3、零件材料為鑄鐵450,區別于一般鑄鐵件,內部含有球狀石墨,使其抗拉強度提升很多,使刀具的磨損情況加快。
汽車曲軸的空腔結構加工鉆削刀具特點:
1、刀具實際加工為實心鉆孔,我司采用特殊的刃型設計,在保證刀具強度的前提下,充分考慮排屑性能。
2、刀具側刃采用特殊設計,用以配合加工時,既能有效支撐孔壁,也能起到一定的校正作用,從而提升加工出來的孔的位置度。
3、選用高耐磨性棒料及涂層,極大程度提高刀具耐用度。
刀具直徑:D22.9
轉速:1000r/min
進給:140mm/min
原進口刀具壽命:200孔,加工出來孔的位置度在0.1-0.15mm
SS牌刀具壽命:在300孔,加工出來孔的位置度在0.05mm內。
柴油機搖臂工件加工用鉆頭
某加工柴油機搖臂工件的客戶原來選用的進口品牌的合金鉆頭,壽命穩定,成本過高,受疫情影響各大企業都有考慮如何降本增效,選用進口刀具已不能有效降低相關成本,且實效性相對較差;因此客戶聯絡到我們,剛開始客戶對國產品牌還是不太放心,我們通過不懈努力讓客戶終于決定測試下SS牌依實際加工要求定制合金鉆頭產品,通過測試取得驕人成果后,最終與客戶簽訂批量訂單。
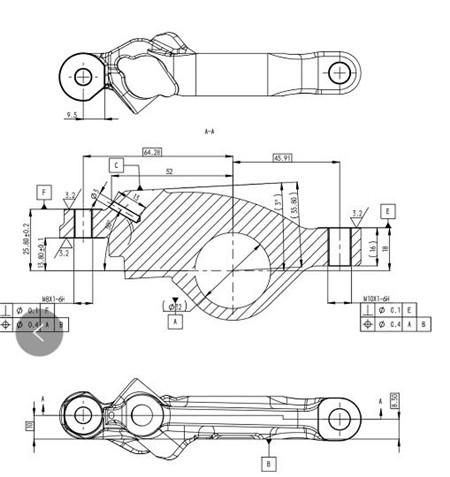
柴油機搖臂工件加工用鉆頭加工工件材質為:40CrMo鋼件,切削參數為:S=2200/ rpm/min F=250/ mm/min
原進口品牌產品壽命在1800件左右,現SS碩朔牌產品壽命可達1500件左右;成本較原來降低50%左右;
因此在對比進口品牌刀具而言,在參數不變、品質保證的情況下SS碩朔鎢鋼鉆頭產品具備較大優勢,且實效性高;定制產品交期更短,通過此次測試,客戶已累計采購SS碩朔鉆頭120余支,為客戶解決問題的同時也是對我司產品的極大認可。
SS碩朔定制的合金鉆頭在鋼件材料加工中具有很好的金屬去除率及穩定的切削使用壽命,適用于不同加工材料:合金鋼、調質鋼、碳素鋼、鑄鐵、鑄鋼等的加工。

SS碩朔生產、定制T型螺旋銑刀、背面孔反锪焊接、內孔溝槽小徑鏜刀、行星輪架、溢流閥體孔加工臺階刀具、機夾復合刀桿。
