輪轂端面切槽刀桿定做加工
針對汽車輪轂端面切槽加工,SS碩朔可定制加工相關輪轂刀具,其廣泛應用于生產汽車輪轂的加工過程中,輪轂刀具是不可或缺的高效產品;以往輪轂刀具主要產品依賴于進口周邊磨床與進口刀具,其加工成本居高不下。碩朔定制專用于輪轂切削加工刀具外圓內孔切槽刀桿研磨精度達進口刀具相應精度要求,同時極大發降低生產成本及加工時間。輪轂刀具可選用材質包括合金、PCD、PCBN等產品,數控機床能實現一次性研磨,無需分次接刀,兼顧普通R角研磨,刀具產品精度高。
輪轂分重力鑄造、鍛造、低壓精密鑄造等加工方法:
1、重力鑄造法利用重力把鋁合金溶液澆注到模具內,成形后經車床處理打磨,即可完成生產。制造過程較簡單,不需精密的鑄造工藝,成本低而生產效率高,但是容易產生氣泡(砂眼),密度不均勻,表面平滑度不夠。吉利有相當一部車型配用的就是這種方法生產的輪轂,主要是早期生產的車型,現在的新車型多已換用新款的輪轂。
2、鍛造法整塊鋁錠由千噸的壓力機在模具上直接擠壓成型,好處是密度均勻,表面平滑細致,輪轂壁薄而重量輕,材料強度最高,比鑄造方法高三成以上,但由于需要較精良的生產設備,而且成品率只有五到六成,制造成本較高。
3、低壓精密鑄造法在0.1Mpa的低壓下精密鑄造,這種鑄造方式的成形性好,輪廓清晰,密度均勻,表面光潔,既能達到高強度、輕量化,又能控制成本,而且成品在九成以上;為目前高品質鋁合金輪轂的主流制造方法。
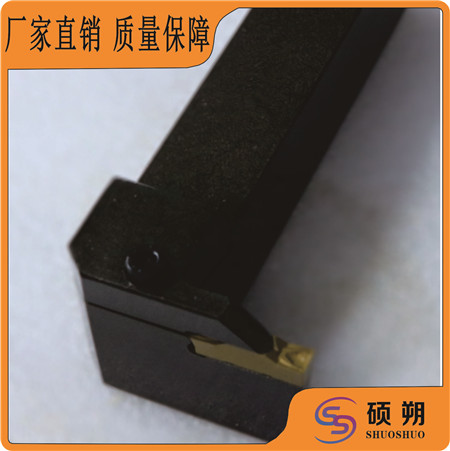
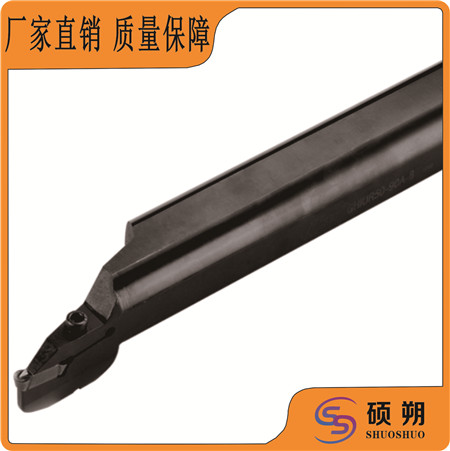
SS定制輪轂端面切槽刀桿可配合PCD金剛石刀片等產品廣泛使用在汽車輪轂、航空航天、輪船及機械重工行業,可按客戶要求定制加工。機夾刀桿包括機夾式輪轂刀具、輪轂刀桿、非標數控及刀桿、舍棄式反鏜刀桿、內孔鏜刀桿、非標機夾式外圓刀桿、端面切槽刀桿、外圓及內孔槽刀桿等。

SS生產的輪轂端面切槽刀桿的刀體本身具有很好的抗沖擊性與耐磨性,可用于斷續切削、銑削加工。
PCD刀具輪轂刀具有PCD刀片、PCD輪廓銑刀、PCD銑刀、PCD倒角刀,該類具有壽命高、效率高、光潔度好、抗壓強度高、導熱性及耐磨性好等特性,可在高速切削中獲得很高的加工精度和加工效率。
碩朔專用于汽車輪轂加工的外圓、內孔及端面切槽刀桿在鋁合金車輪轂客戶對刀具切削性能提出更高要求,對輪轂刀桿穩定性極高,SS經優化的增強型使用強力螺釘和刀體徑向夾緊方式,可以很好的夾緊刀片,實現較高的材料去除率,車削輪轂的端面和輪廓。
碩朔SS牌相關產品:舍棄式開粗內凹圓弧刀、組合式鉆擴一體刀桿、一體式刀柄刀桿、復合式面銑刀盤、加長刀柄、機夾異形刀桿定制等。
