鈦合金加工硬質合金鉆頭
SS碩朔選用K40合金材料,該合金棒材具有優良的耐磨性兼具出色的抗沖擊性能。 用于加工鈦合金、鎳基合金、不銹鋼、和其他難加工材料專用牌號。適用于銑削、鉆孔加工,結合高品質涂層,能達到很好的耐磨效果,持久耐磨,減少刃磨次數,加工效率更高。
SS牌加工鈦合金等難加工硬質合金鉆頭,適用高速加工機床,鉆頭不周前、后角、刃前角弧形自主設計結合耐磨涂層,刃口經過鈍化處理后消除刃口微觀缺口,使刃口剛性更強、在高速斷屑鉆削加工過程中耐磨不崩刃,使用壽命極大提高。碩朔亦可定做各類非標合金鉆頭、成型類鉆頭、多臺階式鉆頭,鈦合金加工用合金銑刀、來圖來樣均可定做加工。

鈦為基礎再加入了碳、氮、氫、氧等其他元素組成的鈦合金因具有密度小、強度高、變形系數低、耐熱性和耐腐蝕性好等一系列優良的物理化學性能,在航天、航空、船舶、石油、化工、汽車、醫療器械等工業領域都得到了廣泛的應用。目前,世界上許多國家都已經認識到了鈦合金材料的重要性,相繼開始對其進行研究開發,以及推廣應用。但也正因為這些優點,使鈦合金成為了一種難加工的材料,很多加工廠都對這種它敬而遠之。怎樣高效加工鈦合金成為了一個非常棘手問題。
鈦合金材料強度大、變形系數小、切削溫度高、刀尖應力大、加工硬化現象嚴重,這就造成在切削加工時,刀具非常容易磨損和崩刃,切削加工質量難以得到保證。
針對鈦合金材料的加工難點,我們在設計加工方案之前,首先應該選擇合適的。由于這種材料強度大,變形系數小,所以刀具首先應具備足夠的硬度、強度和耐磨損的能力;又因為材料切削溫度高,所以對刀具的導熱系數提出了相當高的要求,而且不能與鈦存在化學親和性。
鉆削也是鈦合金材料加工中比較常用的一種工藝,鈦合金材料工件在鉆削過程中常會出現燒刀和斷鉆現象,這主要是由于鉆頭刃磨不良,排屑不及時,冷卻不佳以及工藝系統剛性差等原因造成的。適當刃磨鉆頭可以在一定程度上解決這些問題。
為了減少軸向力,抑制因鉆削阻力而造成的震動,碩朔建議視鉆頭直徑的大小磨窄橫刃,寬度一般保留0.5毫米左右。同時還要在距離鉆頭尖部5到8毫米處,將鉆頭刃帶磨窄,保留0.5毫米左右,這樣有利于鉆頭排屑。鉆頭的幾何形狀必須刃磨得當,兩切削刃應保持絕對的對稱,鉆頭刀刃要始終保持鋒利,一旦變鈍時,應立即停鉆,并重新刃磨。如果繼續使用變鈍的鉆頭強行加工工件,鉆頭很快會由于摩擦產生的高溫而燒傷、退火致使鉆頭報廢。高溫不僅對鉆頭有不利的影響,也會導致工件的硬化層加厚,給以后重新鉆孔增加了難度和更多修磨鉆頭的不便。按鉆孔深度要求,應盡量縮短鉆頭長度,加大鉆心厚度以增加剛性,防止在鉆孔時因抖動而造成崩刃。實踐證明,在滿足加工需要的前提之下,鉆頭長度越短,使用壽命也就越長久。
鉆孔為半封閉式切削,對鈦合金鉆孔過程中切削溫度很高,鉆孔后回彈大,鉆屑長而薄,易粘結而不易排出。
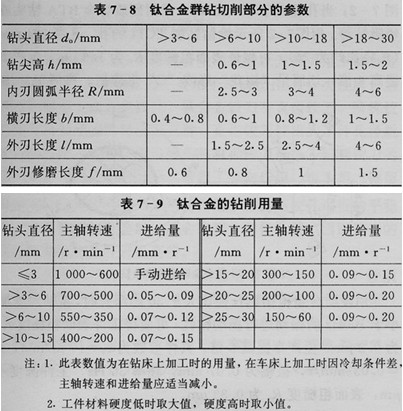
SS對于鈦合金材料加工一般加大鉆頭頂角角度135°~140°;增大鉆頭外緣處后角12°~15°;修小橫刃長度0.08--0.1,以減少鉆孔的軸向力;增大螺旋角p=30°~40°;增大鉆心厚度。采用“S”形或“X”形修磨鉆頭橫刃,橫刃長度b=(0.08~0.1)do,同時保證橫刃的對稱度≤0.06 mm。兩種形式的橫刃均可形成第二切削刃,起到分屑作用和減小鉆孔時的軸向力。
下圖外內刃頂角2φ和2φ′在鉆頭直徑do>3~10mm時均為130°~140°,do>10~30 mm時為125°~140°;外刃后角α在do>3~10 mm時為12°~18°,do>10~30 mm時為10°~15°;橫刃斜角ψ=45°;內刃前角γτ=-10°~-15°;內刃斜角τ=10°~15°;圓弧刃后角aR=18°~20°。
鉆頭上做出四條導向刃帶,加大鉆頭截面慣性矩,提高剛性,還自然地形成兩條輔助冷卻槽,耐用度比標準鉆頭提高3倍左右,切削溫度約降低20%。同時由于導向穩定減小了孔擴張量,如Ф3 mm的四刃帶鉆頭鉆孔孔擴張量為0.03~0.04 mm,而標準鉆頭為0.05~0.06 mm。
