|
|



產(chǎn)品分類
產(chǎn)品列表MORE+
微調(diào)精鏜孔組合系列NBH2084
瀏覽:
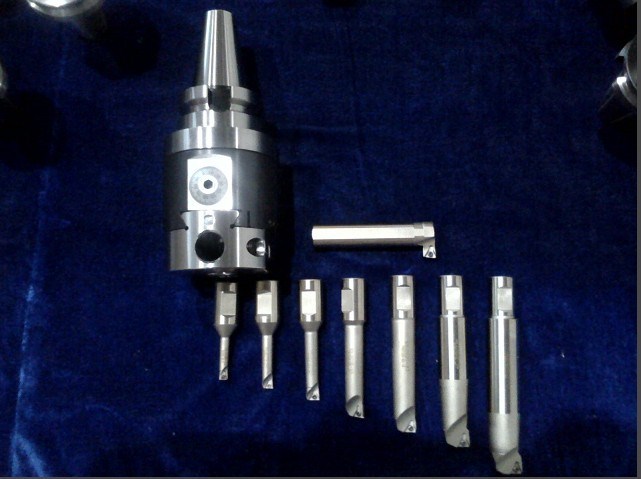

微調(diào)精鏜孔組合在鏜孔加工時(shí)首先依據(jù)加工底孔(一般預(yù)留0.1-0.3mm)進(jìn)行試刀,用量具檢測(cè)后根,試刀后進(jìn)行微調(diào)。微調(diào)精鏜孔調(diào)試精鏜刀先把鏜刀頭后的緊固螺栓擰松,然后為了更好的調(diào)整精度,不需將緊固螺栓很松,正常擰松1-2圈就好。再按刀體上的刻度按順時(shí)針撥動(dòng)鏜刀頭的刻度盤(pán),而每一個(gè)刻度標(biāo)示鏜刀直徑會(huì)增大0.02mm。
首頁(yè) |關(guān)于碩朔 |數(shù)控刀具|數(shù)控車刀|焊接刀具|數(shù)控刀柄 |鏜刀 |動(dòng)態(tài)新聞 |聯(lián)絡(luò)我們
版權(quán)所有@蘇州碩朔精密刀具有限公司 蘇ICP備13017392號(hào)
主營(yíng)范圍:非標(biāo)復(fù)合刀具|非標(biāo)焊接刀具|非標(biāo)成型刀具|PCD金剛石刀具|數(shù)控刀柄|鏜刀|可轉(zhuǎn)位機(jī)夾刀桿|三面刃銑刀|非標(biāo)快速U鉆|深孔內(nèi)冷鉆頭|小徑抗震搪刀桿|復(fù)合搪孔刀桿|螺紋刀具|非標(biāo)刀片改制及修磨。
 |
