移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
選用何種鉆頭能更高效進行的鉆孔加工鏟鉆
某一機械加工客戶工程師在不久前聯絡我們咨詢加工大直徑且孔較深的鉆削加工刀具有沒有合適的鉆削產品;因為之前使用我們的SS碩朔牌快速U鉆加工,但U鉆只適合加工直徑60及以下,孔深在7倍徑以內的產品;問是否有加工直徑在114,孔深在10倍徑左右的鉆頭推薦使用,碩朔隧介紹客戶使用SS碩朔牌鏟鉆,這類產品適用于加工大直徑且深度較深的產品;

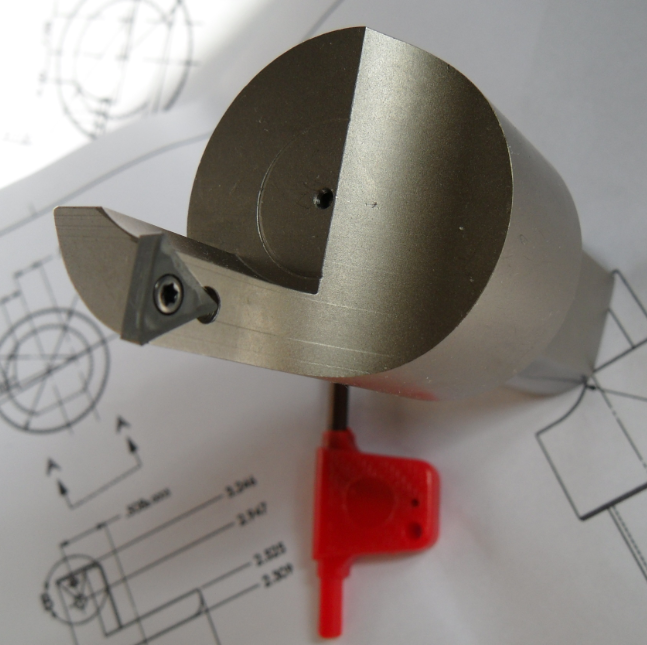
鏟鉆特點:
鏟鉆是有兩個扁平切削端面的刀片安裝在相對應的刀桿上進行加工的舍棄式鉆頭;
鏟鉆刀片的刀尖設計,能更好的降低切削阻力,具具備自定心功能,所以在加工時不需要鉆定心孔,可在工件上直接進行鉆孔加工;
刀片利用斷屑和排屑功能,提高加工表面的光潔度及鉆孔的穩定性;
刀片接口處的反向雙螺紋孔凹槽設計,使刀片的裝夾更穩固,確保刀片的加工精度及穩定性;
刀片跟鏟鉆刀體是分離式的結構,容易拆卸,可直接取下刀片,無需更換刀桿,實現在機床上簡單快速更換刀片,減少調試時間;
鏟鉆刀體具有冷卻孔,能把切削液直接噴到加工工件表面及刀片上,有利于排屑及起來冷卻作用;
鏟鉆刀桿加工范圍較大,加工直徑9.5-114mm的孔徑只需要幾把刀桿即可解決,較快速U鉆加工范圍更廣,自定心更強;
鏟鉆在動力較小,剛性不強、主軸沒有內冷裝置的設備上亦可使用;

鏟鉆的鉆孔精度高于快速U鉆,U鉆是安裝兩片不對稱切削的刀片,刀體切入工件表面時,刀體上外刀刃和內刀刃所受的軸向力是不均衡的,有可能引起尺寸的變化,U鉆一般用做粗加工刀具,精度在±0.1mm。鏟鉆刀片對稱切削,尺寸精度可以控制在5個絲以內。直接鉆孔后可以達到螺紋底孔的要求。鏟鉆刀片的側面有修光刃帶,通過修光刃帶的擠壓,加工孔壁的光潔度可以達到RA1.6
碩朔生產、定制可轉位復合成型鏜刀桿、舍棄式臺階刀桿、機夾三面刃銑刀盤、可轉位鏜孔刀桿、倒角刀桿、鎖牙式T型槽刀桿、擴孔刀桿、
鏟鉆刀片有不同材質:
M4:高釩粉末高速鋼,具有韌性好,可用于普通鋼及鑄鐵加工;
M48:含鈷粉末高速鋼,具有硬度高、耐磨性好等特點,可用于高溫合金等高硬度難加工材料加工使用;
K10\K20:合金材質加工冷硬合金鑄鐵及耐熱合金鋼效果較好;
P40:具有很高的硬度、強度、耐磨性;用于耐熱鋼、高錳鋼、工具鋼等難加工材料;
刀片涂層可選用TiN(金黃色):提高刀片的耐磨性及韌性,用于普通鋼、鋁加工;
TiCN(灰黑色):具有較低的內應力,較高的韌性及良好的潤滑性;用于鑄鐵、碳素鋼、合金鋼的加工;
TiALN(紫藍色):具有高熱硬性,極好的抗氧化,耐磨性;具有很好的潤滑效果,用于鑄鐵、碳素鋼、合金鋼、耐熱合金的加工;