移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
曲軸斜度油孔加工面對挑戰及解決方案

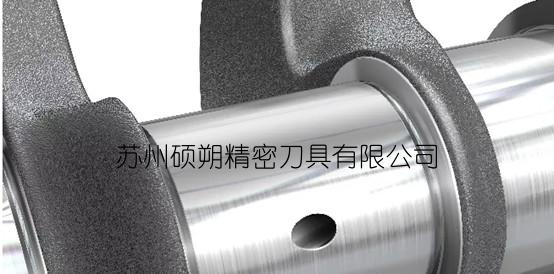
曲軸是發動機的心臟,將水平運動轉變成旋轉運動,從而推動車輛運動。曲軸本身是很復雜的部件,客運車輛市場要求大批量生產。
事實上,由于快速成長的經濟體的需求日益增加,對曲軸的需求還會進一步擴大。
提高這些關鍵零件加工效率的一直是碩朔的努力方向,在汽車行業專注于切削刀具和工具系統的眾多領域中,SS碩朔在加工曲軸斜油孔頗有心得。
眾所周知,曲軸斜度油孔加工是一項極具挑戰性的工藝,由于孔的深徑比和鉆孔斜度都很大,所以加工效果截然不一樣,同時經常會出現鉆頭斷裂的現象。能在該領域所取得的新突破著實令人振奮,若能在刀具使用壽命和生產效率方面取得巨大進步,則具有廣闊市場。
曲軸制造的主要材料是鑄鐵(ISO K)和鋼(ISO P),工件通常為鍛造毛坯、鑄造毛坯或實心毛坯。鑄鐵材質通常含有球狀石墨(例如GGG60、GGG70,GGG80材質),而由42CrMo4(240-285 Hb)和C38(900-1400 N/mm2)材料制成的鍛鋼毛坯也常見。是選用鑄鐵還是鋼材,主要考慮的因素包括零件的強度、重量和成本,目前市場比例大約為50:50。
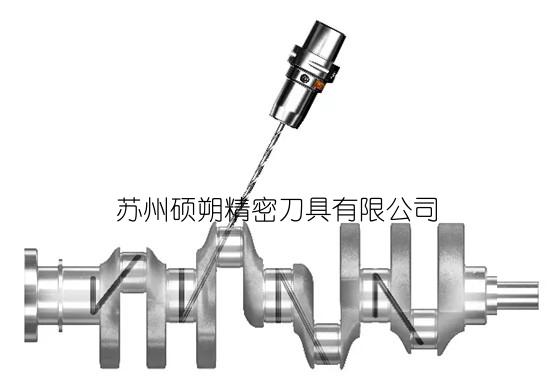
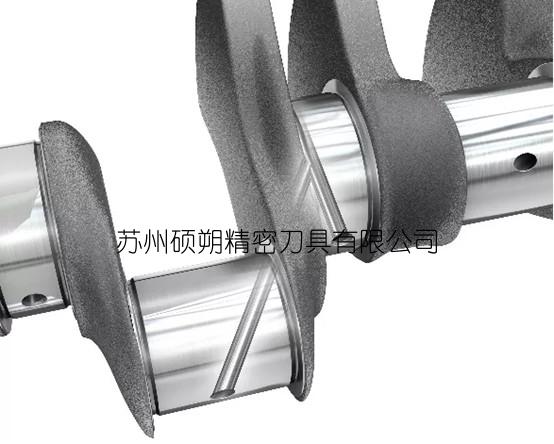
挑戰大端軸頸潤滑需要斜油孔,通常每根曲軸四個孔。每個孔的角度為27~29度,直徑為5~8毫米不等(具體取決于曲軸的尺寸),深度約90毫米,通常穿過兩個相鄰的軸頸和一個平衡塊。在很多情況下,斜油孔還要與直孔交叉。由于深度可達直徑的25倍,斜油孔(和導向孔)通常使用深孔鉆削工序的專用機床在專門的曲軸生產線上生產。
迄今為止,斜油孔鉆削中仍存在很多問題,即角度、深度(排屑)和鉆頭斷裂情況,而這些問題的存在對刀具使用壽命則是一個嚴峻的挑戰。而且汽車行業正在朝向微量潤滑(MQL)技術發展,而不是采用傳統的貫通主軸的乳化冷卻液。
解決方案
鉆削要求高效、可重復使用和加工過程安全可靠。SS牌一款帶內孔冷卻的螺旋鉆頭產品專門用于加工斜油孔。

內冷鉆頭創新在于采用了全新的幾何槽形,這種全新的槽形可改善鐵屑變形和增加刀具強度。每個容屑槽都經過表面精加工處理,有助于排屑并減小摩擦力,同時更精細加工的切削刃保證了一致性和成形,從而實現有效加工。另外,堅固結實的槽形和優化的刀尖特性,也有助于加大切削進給量。

此款鉆頭槽形設計存在細微差別,既可適合ISO K球鐵曲軸,也可適合ISO P鋼曲軸。而該款產品都是定制加工的,以滿足生產的精準要求,可調整容屑槽的尺寸和整個長度,從而實現鉆孔性能優化加工使用。
結論
案例分析針對GGG80曲軸加工的5毫米斜油孔進行了研究。在切削速度為50米/分(0.164英尺/分)、進給量為0.28毫米/轉 (0.011英寸/轉)、MQL微量潤滑的壓力為17~19巴和流速為19毫升/小時的工況下,刀具使用壽命大大提高;生產效率大幅度提升;內冷鉆頭磨損后SS碩朔亦可提供鉆頭修磨,數控修磨后內冷鉆頭可嶄新刀具水平,有利于提高鉆頭的重復使用;節省加工成本。
曲軸制造商年產量可達五十萬根曲軸,龐大的產量,使得刀具使用壽命和生產效率對SS碩朔內冷鉆頭使用量具有重大影響,市場極大。
成功秘訣
除了刀具創新外,鉆削斜油孔很大程度還取決于加工策略。例如,客戶使用專用導向鉆頭,可精確可靠鉆孔和定位。導向鉆刀體外圓制造公差為p7,刀尖角度為150°,也有制造公差為m7,刀尖角度為135°。
導向孔加工好后,已經進入導向孔,可完全采用推薦的主軸轉速和進給量。當接近交叉孔或離開斜面時,鉆頭距此點還有1毫米,此時進給量已降低至其推薦值的0.1。整個鉆削工序連續完成 - 不會采用啄鉆。在鉆頭的外角全部離開斜面時,便以500 rpm的轉速和600毫米/分的速度進行后退。
切削速度和進給量
關于推薦的切削參數,即直徑為5毫米的斜油孔,ISO K 球鐵材料選擇的切削速度為50米/分(0.164英尺/分),進給量0.28毫米/轉(0.011英寸/轉)。對于ISO P鋼軸,根據應用不同,推薦的進給量范圍為0.20毫米(0.007英寸/轉)~0.28毫米(0.011英寸/轉),但切削速度應當增加到80米/分(262英尺/分)。
對于斜油孔加工,機床設置和刀具夾持也很關鍵。采用推薦的最大刀具跳動量30微米 (0.00118英寸),始終使用優質刀架或冷縮裝配變型。

微量潤滑的因素
為了實現性能優化,最關鍵的是要控制好微量潤滑的流量和壓力。選用適用于微量潤滑的接柄,而微量潤滑系統的選擇需要慎重考慮。
單通道系統在機床的背后在冷卻液管道前使微量潤滑的油和空氣混合,通過主軸到刀具完成混合。可使用標準的刀柄,但是由于聚集在主軸上的重力作用,會導致潤滑油滴出,使微量潤滑出油量產生波動。相反,雙通道系統在主軸上和主軸端部使微量潤滑的油和空氣混合。這使得空氣壓力更高,微滴尺寸均勻,在鉆深孔或排屑至關重要的其它應用時最適合。
最后,正確使用鉆頭讓曲軸生產線滿產能運行,可精確加工深度為25倍切削直徑的斜油孔,其可靠性高,鐵屑控制優異。