移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號
在線QQ:
在線QQ:
高硬度材加工的數(shù)控刀具及銑刀、刀柄的選擇
先端強(qiáng)度高的形狀、刃數(shù)多剛性高形狀的刀具會更有效。涂層硬質(zhì)合金鎢鋼銑刀選定耐高溫、耐熱性等優(yōu)異涂層比較重要.由于涂層硬度高、耐氧化溫度高的優(yōu)點(diǎn)而具有刀具的耐磨性.同時,刀柄采用夾持力高的熱膨脹刀柄有效.至今熱膨脹刀柄因具備高的跳動精度、精加工為中心利用的情況多。其具備的強(qiáng)夾持力、不易振顫也廣泛用于粗加工、易發(fā)生崩刃的高硬度鋼加工也可實(shí)現(xiàn)穩(wěn)定加工。
當(dāng)?shù)毒叱霈F(xiàn)非正常磨損、崩刃而造成的急劇磨損的情況則需對刀具的選定、切削條件的調(diào)整
為了提高刀刃強(qiáng)度,用負(fù)前角形狀會有效,同時選擇硬度高的細(xì)小的超超微粒硬質(zhì)合金材料.另外高硬度的CBN也將會增加.而切削條件的修正不是進(jìn)給速度大幅下調(diào),而是首先下調(diào)切削量.為了保持刀具的耐磨性,實(shí)現(xiàn)良好的加工面,切削速度方面選擇高速要比低速有利(重要)。切削量下調(diào)以便在高速領(lǐng)域可實(shí)現(xiàn)穩(wěn)定的加工。
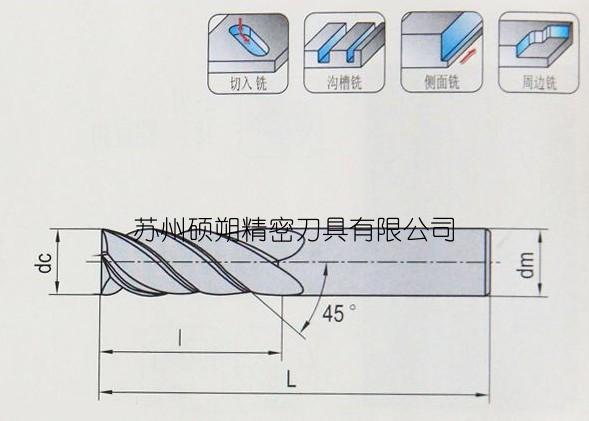
關(guān)于合金銑刀螺旋角度特征
螺旋角與切削阻力:切向切削阻力隨螺旋角的增大而減小,軸向切削阻力隨螺旋角的增大而增大;
螺旋角與前角:螺旋角的增大使立銑刀實(shí)際前角增大,刃口更加鋒利.
螺旋角與被加工面精度:一般被加工面的垂直度和平面 度公差值隨螺旋角的增大而增加,但螺旋角大于40°以后反而隨螺旋角的增大而呈減小趨勢.
螺旋角與刀具壽命:圓周刃刃帶的磨損速度與螺旋角大小基本成正比;另一方面,當(dāng)螺旋角很小時,輕微的刀具磨損也將明顯降低刀具的切削性能,引起振動,使刀具無法繼續(xù)使用.當(dāng)螺旋角 過大時,刀具剛性變差,壽命減低.
螺旋角與被切削材料:加工硬度低的軟質(zhì)材料時,用大螺旋角,以增大前角,提高刃口的鋒利性;加工硬度高的硬質(zhì)材料時,用小螺旋角,以減小前角, 提高刃口的剛性.
最后螺旋角是螺旋刃立銑刀的主要參數(shù)之一,螺旋角大小的改變對刀具的切 削加工性能有很大影響.隨著數(shù)控加工技術(shù)和柔性制造技術(shù)的發(fā)展,在刀具制造工藝上改變螺旋角的大小已成為可能和非常簡便.
進(jìn)一步深入研究螺旋角大小對螺旋刃立銑刀切削性能的各種影響,在制造和選用螺旋刃立銑刀時,結(jié)合機(jī)床和工裝卡具的性能,根據(jù)被加工材料的性能及加工精 度、加工效率以及刀具材料和刀具壽命等因素綜合考慮,優(yōu)化螺旋角的大小,無疑會對促進(jìn)高效、 高精銑削加工起重要作用。
相關(guān)產(chǎn)品:粗銑刀、單齒螺紋銑刀、復(fù)合成型鏜刀桿、機(jī)夾三面刃銑刀、復(fù)合刀桿、復(fù)合刀具、鋸片銑刀定做、數(shù)控加工刀桿
首頁 |關(guān)于碩朔 |數(shù)控刀具|數(shù)控車刀|焊接刀具|數(shù)控刀柄 |鏜刀 |動態(tài)新聞 |聯(lián)絡(luò)我們
版權(quán)所有@蘇州碩朔精密刀具有限公司 蘇ICP備13017392號
主營范圍:非標(biāo)復(fù)合刀具|非標(biāo)焊接刀具|非標(biāo)成型刀具|PCD金剛石刀具|數(shù)控刀柄|鏜刀|可轉(zhuǎn)位機(jī)夾刀桿|三面刃銑刀|非標(biāo)快速U鉆|深孔內(nèi)冷鉆頭|小徑抗震搪刀桿|復(fù)合搪孔刀桿|螺紋刀具|非標(biāo)刀片改制及修磨。
 |