移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
淬火件等難加工材料的刀具選擇 淬火件等難加工材料高硬刀具如何選擇優化
在生產加工過程中,經常會碰到對淬火鋼材料進行切削加工;而金屬經過淬火的高硬度的鋼稱為淬火鋼,其組織一般為馬氏體,硬度可在50~65HRC之間,淬火鋼在難切削材料中占有較大比重。它的傳統加工工藝基本是采用磨削,但磨削效率低,且淬火后對一些薄壁、復雜零件進行磨削加工,工件極易產生變形,影響加工精度和質量。目前,由于高硬度刀具材料的出現和發展,采用車、銑、鏜等刀具,來替代傳統的磨削工藝,已成為國內外切削加工淬火鋼的一種趨勢;碩朔精密刀具生產、定制高硬度銑刀、鉆頭等銑削刀具、PCD刀具、PCBN焊接刀具、機夾刀桿及焊接刀具并提供數控刀具修磨服務。
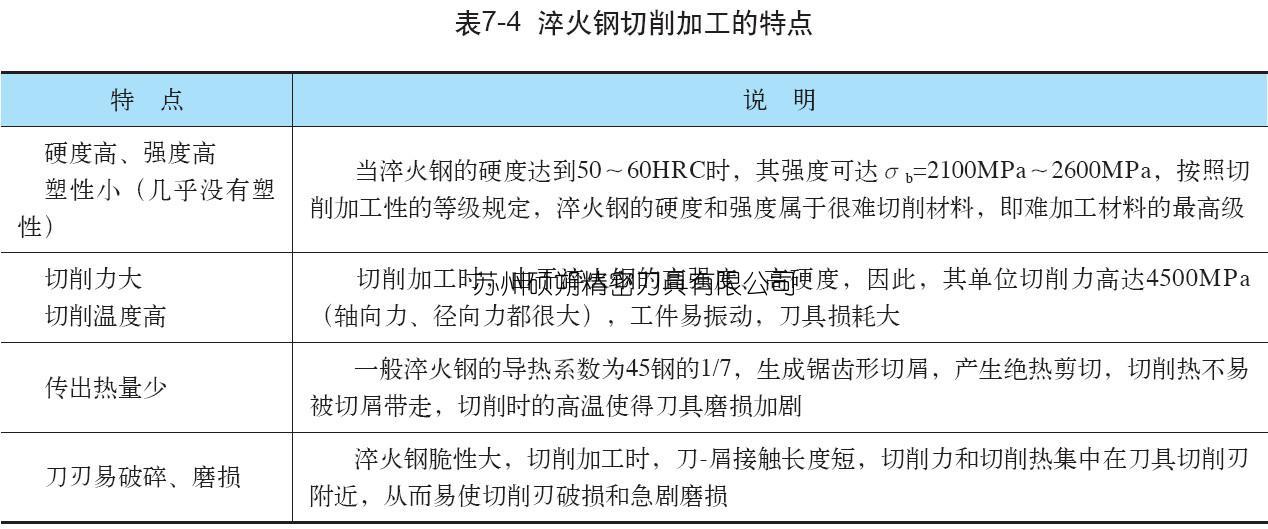
一、淬火鋼切削加工的特點
淬火鋼切削加工的特點如表7-4所示。
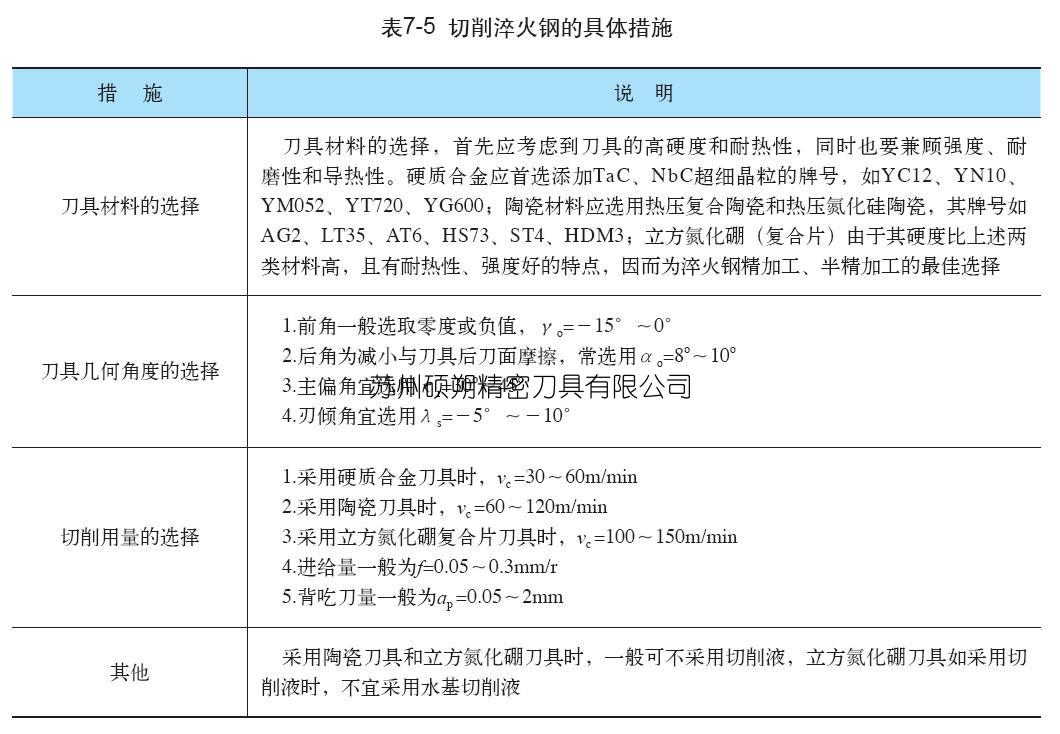
二、切削淬火鋼的具體措施
切削淬火鋼的具體措施如表7-5所示。
三、SS/碩朔牌高硬度銑刀
SS焊接式高硬度銑刀適合于加工經過淬火處理后的工件加工,可切削適合于50~60HRC 的淬硬鋼加工(尤其適合高硬度模具加工)。
碩朔牌高硬度銑刀適用于高速、穩定的加工環境。
SS/碩朔高硬度銑刀具有很高的耐磨性。
SS牌銑刀的精度好,刀具尺寸控制嚴格,可滿足高精度產品加工要求。
加工材料:5CrMoMn。
材料硬度: 58~62 HRC。
切削參數:vc=56m/min ,fz=0.01 mm/z,ap=1.5mm,ae=2.4mm。
試驗結果:單齒金屬去除率35cm3,壽命高。
SS碩朔牌CBN刀具適用于淬火鋼連續精加工切削。通常可以切削硬度<65HRC的零件,屬于高精度精加工的產品。具有較高的抗月牙洼磨損的能力,適用于淬火鋼的高速切削,最高可達300m/min。同時具有整體及焊尖式刀片形式,或焊接復合成型CBN刀具。擁有40% CBN含量,顆粒平均尺寸3μm,Ti(C,N)粘結劑以及(Ti,Al,Cr)N納米級涂層。
碩朔定制CBN刀具洛氏硬度HRC60°以上的高硬度淬火鋼件的精車的加工能有效解決由于刀具硬度不高導致加工不動,刀具耐用磨損快,加工光潔度達不到要求等問題;
SS牌PCBN刀具適用于淬火件等難加工材料,SS/碩朔生產加工CBN超硬刀具 專業精加工,主要切削各種淬火鋼、合金剛、工具鋼、模具鋼、錳鋼-彈簧鋼、軸承剛、冷硬鑄鐵、高鉻鑄鐵、灰口鑄鐵、粉末冶金、Ni基及CO基高溫合金洛氏硬度在(HRC45-80°)之間的各種難加工淬火后高硬度鋼件特點有:
特點一:光潔度好加工表面光潔度好可達到(Ra0.3-Ra0.6)之間;
特點二:超硬耐磨—刀具硬度高耐磨性強;
特點三:切削速度高—高速的切削速度可有效提高加工效率。
碩朔牌PCBN刀具主要適用的淬火工件材料:高速鋼、軸承鋼、磨具鋼、量具鋼、工具鋼等材料。
加工工件:汽車傳動內形輪(球形傳動軸);
加工材料:淬火鋼;
硬度要求:HRC58~62
加工方式:斷續精加工
切削參數:線速度Vc=180m/min
吃刀深度 Ap=0.3
進給量f=0.17mm/r
刀具壽命:200-400件/刃
應用領域:汽車傳動內形輪(球形傳動軸)和機床(雙軸立車)
SS/碩朔定制PCBN復合成型刀具、合金銑刀、鉆頭、復合刀具、舍棄式刀盤、壓板式刀盤、機夾焊接式三面刃等產品,來圖來樣均可定做加工。