移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
怎樣選用定制汽車發動機缸蓋加工用刀具
缸蓋是發動機的關鍵基礎件之一,其上表面是罩蓋安裝面,下表面與缸體上表面配合,兩側面分別是進排氣管接合面,前面是前罩蓋,后面是變速器,六個表面都是配合表面,要求尺寸準確,相互垂直,既要有好的平面度,更要有低的表面粗糙度。

切削技術的飛速發展是機械加工走向了高速、高效切削,而要實現缸蓋的高效、高速加工,除了必須有科學、先進、合理的加工工藝和高性能的加工機床,還有選擇專業的加工刀具。
缸蓋面銑及凸臺加工

碩朔精密刀具高速銑刀,刀體采用經特殊處理的高強度鋁合金制作,質量輕,切削速度可達5000m/min;動平衡性能好,加工精度高。
多功能銑削加工機夾刀桿

SS碩朔鋁用整體硬質合金立銑刀,鋒利的切削刃及大螺旋角設計,有效防止積屑瘤的產生;全刃口抗振設計,加工表面質量高。
軸承半圓孔加工

碩朔舍棄式精銑球頭刀,切削性能優越,輪廓加工精度高,適用于半精銑及精銑加工;定制復合刀具、復合刀桿
階梯孔加工

專用刀具,刀片刃口呈階梯形,螺釘壓緊,轉位方便,一刀成型,效率高。
火花塞孔加工
鉆削:火花塞孔專用鉆頭,鉆孔和孔口倒角一次性完成,加工效率高;
攻絲:優化設計的全新絲錐,實現高精度的螺紋加工。
導管孔加工

方案一:
先鉆孔后鉸孔
鉆削:鋁合金加工用直槽鉆,出色的自定心能力,可高效加工并獲得較高的位置度、直線度及表面光潔度。
鉸削:導管孔專用鉸刀,雙容屑槽設計,排屑順暢,內冷結構,冷卻充分,加工孔圓柱度、同軸度、精度高。
方案二:
使用碩朔定制的專用非標刀具,導管孔和座圈一次復合成型加工,可以獲得高的位置度并節省節拍。
型腔加工

碩朔生產、定制的舍棄式機夾三面刃銑刀,螺釘壓緊結構,定位精度高,加工表面質量好;雙齒結構,加工效率高。
在使用硬質合金刀具加工發動機缸蓋,也可設計成型復合刀具,減少了加工工序;通過提高切削速度、減少所需刀具數量,進一步提高了加工效率,降低了單件加工成本。
閥座及導管底孔加工,從毛坯到完成精加工通常需要4把刀具;首先用一支標準的硬質合金鉆頭,從圖2的左側,預鉆導管底孔(通常為9~10mm)。碩朔定制的復合成型刀具解決方案,需要從圖2右側,先精加工導桿彈簧座孔,僅通過3道工序、采用3把刀具即可完成全部加工。
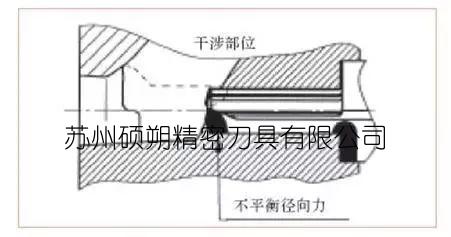
圖2 閥座及導管底孔剖面示意圖
工序一、導桿彈簧座孔精加工及氣門導管底孔粗加工
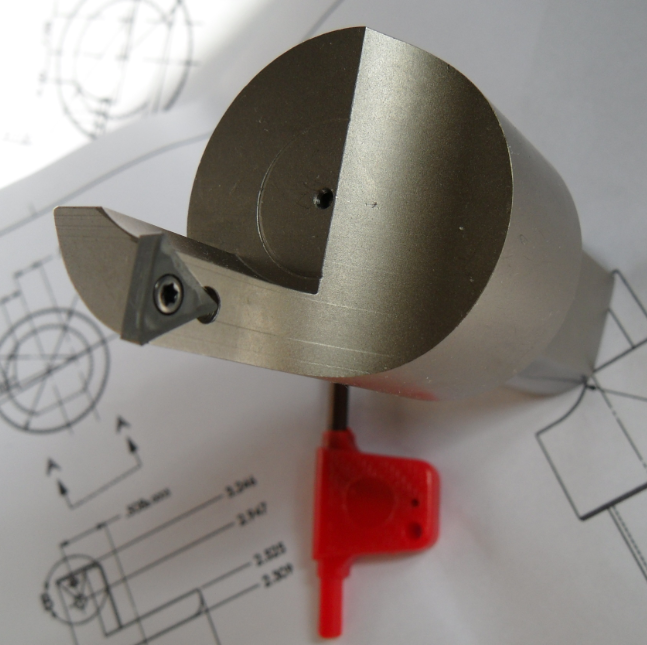
圖3所示鉆銑復合PCD刀具可一次完成導桿彈簧座孔精加工及氣門導管底孔粗加工兩道工序;此刀具的結構經過特殊設計,能夠克服加工干涉孔部位時的不平衡徑向力,還可確保刀具以相對較高的切削速度工作。
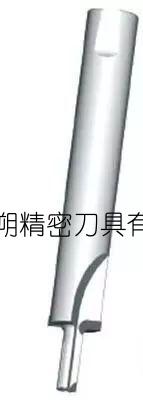
圖3 鉆銑復合PCD刀具
有效提高刀具耐性,提高加工效率的同時能有效節省生產加工成本。
工序二、導管底孔、閥座底孔粗加工及喉口弧面精加工
硬質合金刀具、可轉位機夾式刀具及PCD成型復合階梯鉸刀都能有效加工導管底孔、閥座底孔粗加工及喉口弧面精加工。(見圖4)。

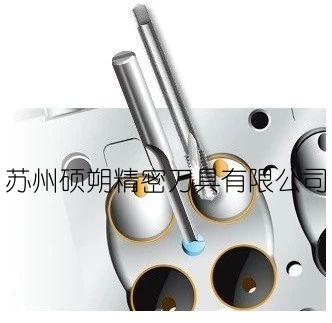
圖4 復合階梯鉸刀
復合階梯鉸刀能實現:導管底孔預鉸:為精鉸做準備同時需要帶有鉆削功能,以防上道工序沒有把導管底孔打穿;
喉口弧面的加工:因有嚴重的干涉,所以對刀具剛性要求較高(見圖5);
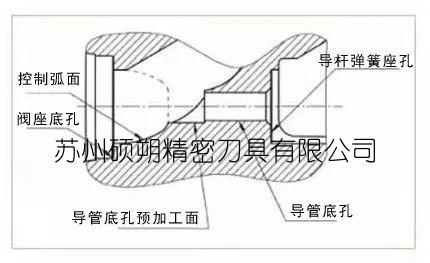
圖5 加工干涉示意圖
閥座底孔粗加工及倒角:在克服干涉部分加工時的不平衡力;碩朔精密刀具采用3個切削刃、多個導向條以及特殊的刀具結構,用以表面加工質量、快切削速度及加長刀具使用壽命。
工序三、氣門導管底孔及閥座底孔精加工
這是最后一道精加工工序,碩朔為廣大客戶采用的兩種方案都能嚴格的控制尺寸及精度要求。
方案一:氣門導管孔鉸刀及閥座底孔鉸刀作為兩個獨立部件安裝在一起,能把氣門導管孔鉸刀分別用于進排氣門導管孔的加工。
方案二:當閥座底孔直徑較小時,可以設計一把復合成型一體的刀具。
復合精鉸刀(見圖6)的切削參數通常為:轉速 8000~11000r/min;進給 Fn為0.24~0.3mm/r。精加工后的氣門導管底孔的圓度可以控制在1μm以內,并可獲得極高的表面光潔度。刀具壽命根據機床情況,可以達到優良的加工效果。

圖6 復合精鉸刀