移動(dòng)電話:155 0621 5413
移動(dòng)電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號(hào)
在線QQ:
在線QQ:
|
|
移動(dòng)電話:155 0621 5413
移動(dòng)電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號(hào)
在線QQ:
在線QQ:
硬質(zhì)合金刀片崩刃、積屑瘤等問題及相應(yīng)對(duì)策
硬質(zhì)合金刀片磨損和崩刃是普遍存在的現(xiàn)象之一,當(dāng)硬質(zhì)合金刀片磨損后影響到工件加工精度以及生產(chǎn)效率、工件質(zhì)量等等;當(dāng)操作人員在觀察到刀片磨損時(shí),應(yīng)及時(shí)對(duì)加工過程進(jìn)行認(rèn)真分析以找出導(dǎo)致刀片磨損的根本原因所在。

可從如下多方面進(jìn)行分析:
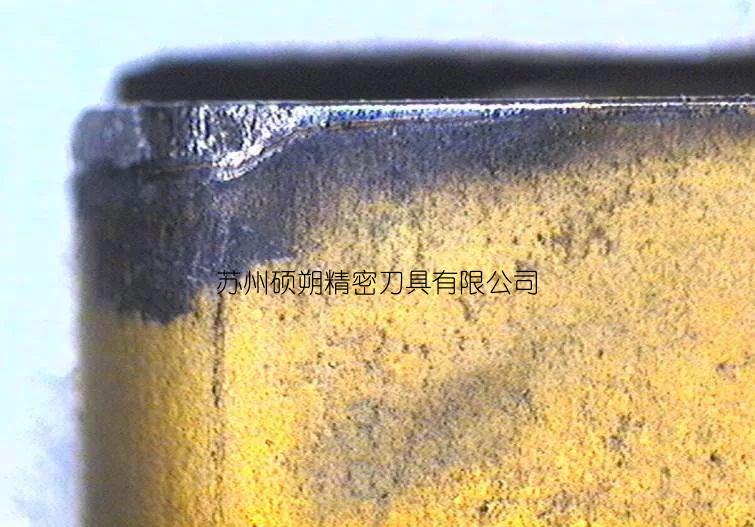
1、后刀面磨損
后刀面磨損是指在硬質(zhì)合金刀片的切削刃下方并與其緊挨著的刀具后刀面的磨蝕損耗;工件材料中的硬質(zhì)合金顆粒或者是加工硬化的材料和刀片摩擦,小塊的涂層剝落和刀片摩擦;硬質(zhì)合金刀片中的鈷元素最終從晶格中脫離,降低硬質(zhì)合金的黏著力因此會(huì)剝落。

碩朔精密刀具如何判斷?沿著切削刃相對(duì)均勻的磨損,偶爾會(huì)有剝落的工件材料粘著在切削刃上,使磨損面看起來比實(shí)際面積要大;有的合金刀片磨損后呈黑色,有的刀片的磨損后呈閃亮的;黑色是表面涂層剝落后顯示的底部涂層或者刀片的基體等。
對(duì)策有:首先檢查切削速度,重新計(jì)算轉(zhuǎn)速以確保其正確性,在不更改進(jìn)給的前提下降低切削速度;
進(jìn)給:提高每齒進(jìn)給(進(jìn)給必須高到足以避免由小鐵屑厚度帶來的純磨損);
刀片材質(zhì):使用較為耐磨的刀片材質(zhì),若使用的是未涂層材質(zhì)刀片,則改用涂層材質(zhì)刀片來使用;
檢查刀片幾何尺寸,來判斷其是否在相應(yīng)的刀盤上使用加工。
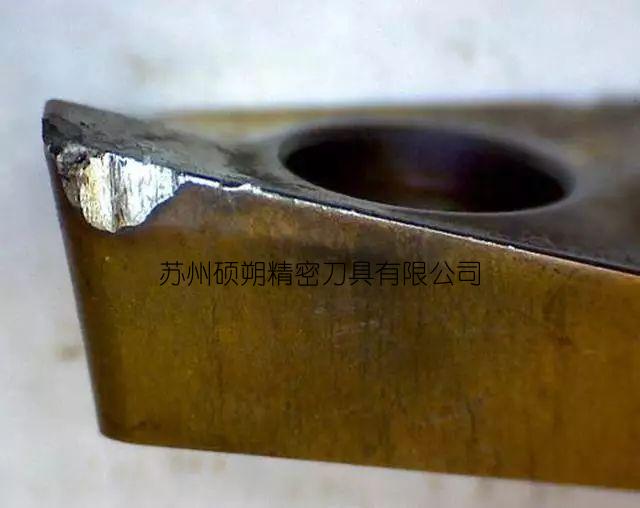
2、崩刃
后刀面崩刃是在切削刃小顆粒剝落而非被后刀面磨損磨蝕時(shí),發(fā)生的一種使刀片失效的情況,后刀面剝落發(fā)生在有沖擊負(fù)載變化的情況下,例如斷續(xù)切削時(shí),后刀面崩刃往往是工件狀況不穩(wěn)定的結(jié)果,例如刀具過長或者工件支撐不足的時(shí)候;切屑的二次切削也容易造成崩刃。
對(duì)策有:將刀具伸出長度降低至其最小值;選擇具有較大后角的刀具;使用刃口倒圓或者是倒棱的刀具;為刀具選擇更堅(jiān)韌的切削刃材料;降低進(jìn)給速度;增加工藝穩(wěn)定性;改善排屑效果等等多方面進(jìn)行。
前刀面剝落:粘性材料在切削后會(huì)產(chǎn)生材料回彈,這種回彈可能會(huì)超出刀具的后角并在刀具的后刀面和工件之間產(chǎn)生摩擦;而摩擦?xí)斐赡ス庑Ч赡軙?huì)導(dǎo)致工件的加工硬化;會(huì)增大刀具和工件之間的接觸,這使得熱量會(huì)導(dǎo)致熱膨脹,導(dǎo)致前刀面膨脹,產(chǎn)生前刀面崩刃。
對(duì)策有:增加刀具前角;減小刃口倒圓尺寸或增加刃口強(qiáng)度;選用韌性好的材質(zhì)。
3、前刀面積屑瘤
在加工有些工件材料可能會(huì)在切屑和切削刃之間產(chǎn)生前刀面積屑瘤;當(dāng)工件材料的連續(xù)層壓接到切削刃上時(shí)會(huì)發(fā)生積屑瘤,積屑瘤是一個(gè)動(dòng)態(tài)的結(jié)構(gòu),切削過程中積屑瘤的切面不斷剝落并重新附著。
前刀面積屑瘤也往往在低加工溫度和切削速度相對(duì)較慢的情況下偶有發(fā)生;當(dāng)前刀面積屑瘤的實(shí)際速度取決于被加工的材料,若是對(duì)加工硬化材料進(jìn)行加工,例如奧氏體不銹鋼,那么前刀面積屑瘤可導(dǎo)致在切深處迅速積聚,從而造成切深處破損這種次要失效模式。
對(duì)策有:增加表面切削速度;確保冷卻液的正確應(yīng)用;選擇帶有物理氣相沉積(PVD) 涂層的刀具。
4、后刀面積屑瘤
積屑瘤也可能在刀具切削刃下方的后刀面產(chǎn)生,當(dāng)切削較軟的鋁、銅、塑料等材料時(shí),后刀面積屑瘤也是因工件和刀具之間的間隙不足而造成;同時(shí)后刀面積屑瘤與不同的工件材料有所關(guān)聯(lián)。
每種工件材料都要求有足夠的間隙量,部分工件材料如鋁、銅和塑料,在切削后會(huì)產(chǎn)生回彈;回彈可導(dǎo)致刀具和工件之間的摩擦,進(jìn)而導(dǎo)致別加工材料粘接在切削刃后刀面。
對(duì)策有:增大刀具的主后角;提高進(jìn)給速度;減小用于刃口預(yù)處理的刃口倒圓。
5、熱裂紋
熱裂紋是由于溫度的極端變化所導(dǎo)致的;如果在加工涉及銑削等斷續(xù)切削加工時(shí),那么切削刃會(huì)多次進(jìn)入和退出工件材料;這會(huì)增加和減少刀具吸收的熱量,溫度反復(fù)變化會(huì)導(dǎo)致刀具表面層的膨脹和收縮,因?yàn)樗鼈冊谇邢髦凶儫岫谇邢鏖g隙又變冷;當(dāng)沒有正確應(yīng)用冷卻液,那么冷卻液實(shí)際上可能會(huì)造成更大的溫度變化,加速熱裂紋,并導(dǎo)致刀具加快失效。
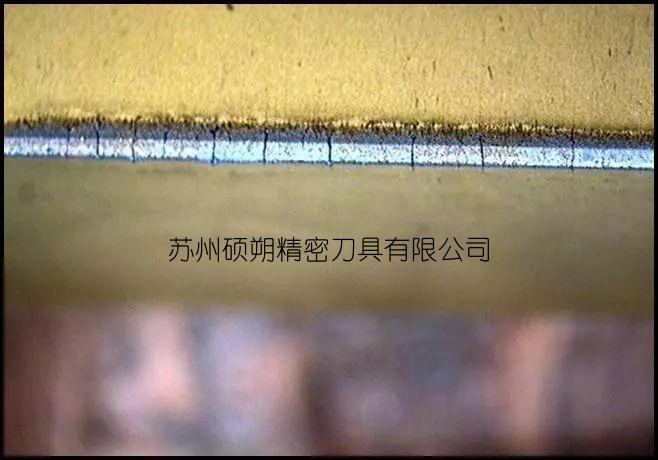
溫度在刀具壽命及刀具失效中有著重要作用;熱裂紋是切削刃前刀面和后刀面開裂的表現(xiàn),其走向與切削刃成直角,裂紋從前刀面最熱的點(diǎn)開始,通常是離切削刃有些許距離的地方,然后向前刀面延伸,在后刀面向上延伸;前刀面和后刀面的熱裂紋最終連在一起導(dǎo)致切削刃后刀面崩刃。
對(duì)策有:選擇含有碳化鉭(TAC) 基材的切削材料;正確使用冷卻液或者不使用;選擇更堅(jiān)韌的切削刃材料等方面。
相關(guān)產(chǎn)品:鎢鋼鋸片銑刀 可轉(zhuǎn)位機(jī)夾刀桿 硬質(zhì)合金鉸刀 金屬陶瓷銑刀 組合刀桿 燕尾銑刀
首頁 |關(guān)于碩朔 |數(shù)控刀具|數(shù)控車刀|焊接刀具|數(shù)控刀柄 |鏜刀 |動(dòng)態(tài)新聞 |聯(lián)絡(luò)我們
版權(quán)所有@蘇州碩朔精密刀具有限公司 蘇ICP備13017392號(hào)
主營范圍:非標(biāo)復(fù)合刀具|非標(biāo)焊接刀具|非標(biāo)成型刀具|PCD金剛石刀具|數(shù)控刀柄|鏜刀|可轉(zhuǎn)位機(jī)夾刀桿|三面刃銑刀|非標(biāo)快速U鉆|深孔內(nèi)冷鉆頭|小徑抗震搪刀桿|復(fù)合搪孔刀桿|螺紋刀具|非標(biāo)刀片改制及修磨。
 |