移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
碩朔精密刀具在生產加工中為有效提高刀具使用效果,刀具生產后針對不同的加工工件會對刀具進行涂層,而選擇合適的刀具涂層對刀具切削加工也起著一定作用;碩朔以此來簡單介紹刀具涂層中經常使用的涂層進行介紹與分析;
一、刀具涂層
通過氣相積淀或其它方法,在硬質合金(或高速工具鋼刀具)基體上涂覆一薄層(一般只有幾微米)耐磨性高的難熔金屬(或非金屬)化合物,是提高刀具材料耐磨性而不降低其韌度的有效途徑之一;同時也解決刀具材料發展中的矛盾點(材料硬度和耐磨性越高,強度及韌度就越低)。
二、涂層方法及特點
目前碩朔精密刀具常用的刀具涂層方法有化學氣相沉積法(CVD)和物理氣相沉積法(PVD)兩種;近些年出現一些新的涂層加工工藝,對刀具市場具有良好的應用前景。
CVD法
CVD法屬于原子沉積類,是利用金屬鹵化物的蒸氣、氫氣和其他化學成分,在950~1050℃的高溫下,進行分解、熱合等氣、固反應沉積物以原子、離子、分子等原子尺度的形態在加熱基體表面形成固態沉積層的一種方法,其過程包括三個階段:物料汽化、運輸到基體附近和在基體上形成覆蓋層。
在CVD涂層中,用得較普遍的是真空離子轟擊法和磁控離子反應噴涂法。
CVD技術主要用于硬質合金車削類刀具的表面涂層,其涂層刀具適合于中型、重型切削的高速粗加工及半精加工。
CVD法與其他涂層方法比較,不僅設備簡單,工藝成熟,沉積物種類多,能涂金屬、合金、碳化物、氮化物、硼化物、氧化物、碳氮化物、氧氮化物氫碳氮化物等優點。
有高度的滲透性和均勻性,可獲得不同組織的多層涂層,涂層厚薄均勻。
沉積速率高,而且容易控制。
涂層純度高,晶粒細而致密。
黏附力較強,可獲得較厚的涂層。
工藝成本低,適合大量生產。
在700~900℃下的中溫化學氣相沉積(MTCVD)可獲得致密纖維狀結晶形態的TCN涂層,涂層厚度可達8~10μm,并可通過CVD工藝技術在表層沉積上A2O3、TiN等抗高溫氧化性能好、與被加工材料親和力小、自潤滑性能好的材料。
MT-CVD涂層刀片適合于高速、高溫、大負荷、干式切削條件下使用,其壽命可比普通涂層刀片提高1倍左右。
CVD法的缺點在于沉積溫度較高,在對高速工具鋼刀具進行涂層時,會使刀具退火及變形。所以沉積后的刀具還要進行淬火處理。
PVD法
PVD法是利用蒸發或濺射等物理形式把材料從靶源移走,然后通過真空或半真空空間使這些攜帶能量的蒸氣離子沉積到基片或零件表面以形成膜層,通過氣相反應過程,使蒸發或濺射出的金屬原子發生氣相反應,從而在刀具表面沉積出所要求的化合物。PVD涂層能涂氮化鈦、碳氮化鈦、鋁鈦氮化合物,以及各種難熔金屬的碳化物和氮化物。
目前,常用的PvD方法有低壓電子束蒸發(LVEE)法、陰極電子弧沉積法(CAD)、晶體管高壓電子束蒸發法( THVEE)、非平衡磁控濺射法(UMS)、離子束協助沉積法(IAD)和動力學離子束混合法(DIM)。其主要差別在于,沉積材料的汽化方法以及產生等離子體的方法不同,而使得成膜速度和膜層質量存在差異。
PVD技術主要應用于整體硬質合金刀具和高速工具鋼刀具的表面處理,已普遍應用于硬質合金鉆頭、銑刀、鉸刀、絲錐、異形刀具、焊接刀具等的涂層處理。
和CVD法比較,PVD法有以下優點:
涂層溫度(300~500℃C)低于高速工具鋼回火溫度,故不會損害高速工具鋼刀具的硬度和尺寸精度,涂層后不再需要熱處理。
涂層有效厚度只有幾微米,故可保證刀具原有的精度,適于涂覆高精度刀具。
涂層的純度高,致密性好,涂層和基體的結合牢固,涂層性能不受基體材質影響。
涂層均勻,切削刃和圓弧處無增厚或倒圓現象,故復雜刀具也能獲得均勻涂層。
不會產生脫碳相,也無CVD法因氯的浸蝕和氫脆變形所引起的涂層易脆裂的情況,涂層刀片強度較高;更重要的是加工過程比較環保。
目前,PVD技術不僅提高了薄膜與刀具基體材料的結合強度,涂層成分也由單一涂層發展到了TiC、TiCN、ZrN、CrN、MoS2、 TIAIN、 TiAICN、TiN-AIN、CN等多種多元復合涂層,且由于納米級涂層的出現,使得PVD涂層刀具質量又有了新的突破,這種薄膜涂層不僅結合強度高、硬度接近CBN、抗氧化性能好,并可有效地控制精密刀具刃口形狀及精度,在進行高精度加工時,其加工精度毫不遜色于未涂層刀具。
其他涂層方法:等離子體化學氣相沉積法(PVCD)、離子束輔助沉積技術(IBAD)、激光強化處理等,不一而足。
涂層特點
采用涂層技術可在不降低刀具強度的前提下,大幅度地提高刀具表面硬度,目前所能達到的硬度已接近100GPa;
隨著涂層技術的飛速發展,薄膜的化學穩定性及高溫抗氧化性更加突出,從而使高速切削加工成為可能;
潤滑薄膜具有良好的固相潤滑性能,可有效地改善加工質量,也適合于干式切削加工;
涂層技術作為刀具制造的最終工序,對刀具精度幾乎沒有影響,并可進行重復涂層工藝。
三、涂層技術及刀具涂層
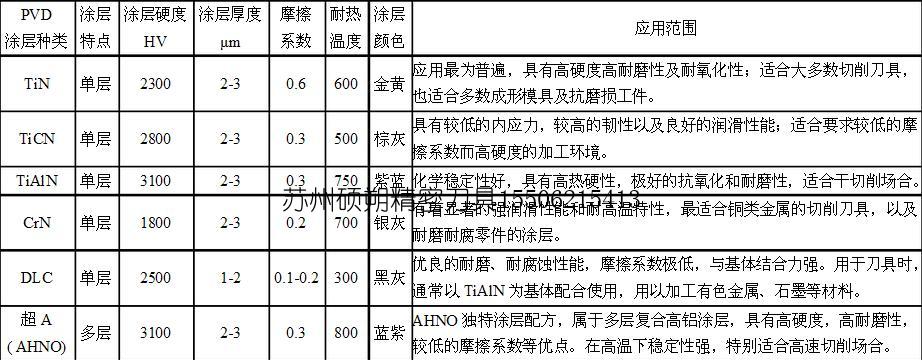
氮碳化鈦(TiCN)
涂層比氮化鈦(TiN)涂層具有更高的硬度,由于增加了含碳量,使TiCN涂層的硬度提高了33%,其硬度變化范圍約為Hv3000——4000(取決于涂層制造商)。
CVD金剛石涂層
表面硬度高達Hv9000的CVD金剛石涂層在刀具上的應用已較為成熟,與PVD涂層刀具相比,CVD金剛石涂層刀具的壽命提高了10—20倍;金剛石涂層刀具的高硬度,使得切削速度可比未涂層的刀具提高2—3倍,使CVD金剛氧化溫度是指涂層開始分解時的溫度值。氧化溫度值越高,對在高溫條件下的切削加工越有利。
雖然TiAlN涂層的常溫硬度也許低于TiCN涂層,但事實證明它在高溫加工中要比TiCN有效得多。TiAlN涂層在高溫下仍能保持其硬度的原因在于可在刀具與切屑之間形成數控微信號cncdar一層氧化鋁,氧化鋁層可將熱量從刀具傳入工件或切屑。
與高速鋼刀具相比,硬質合金刀具的切削速度通常更高,這就使TiAlN成為碩朔精密刀具生產的硬質合金刀具的首選涂層,硬質合金鉆頭和立銑刀通常采用這種PVDTiAlN涂層石涂層刀具成為有色金屬和非金屬材料切削加工的不錯選擇。
刀具表面的硬質薄膜對材料有如下要求
①硬度高、耐磨性能好;②化學性能穩定,不與工件材料發生化學反應;③耐熱耐氧化,摩擦系數低,與基體附著牢固等。單一涂層材料很難全部達到上述技術要求。
涂層材料的發展,已由最初的單一TiN涂層、TiC涂層,經歷了 TiC—A12O3一TiN復合涂層和TiCN、TiAlN等多元復合涂層的發展階段,現在最新發展了TiN/NbN、TiN/CN,等多元復合薄膜材料,使刀具涂層的性能有了很大提高。
涂層材料選擇標準
在刀具涂層過程中,碩朔精密刀具一般根據涂層的硬度,耐磨性,高溫抗氧化性,潤滑性以及抗粘結性等幾個方面來選擇,其中涂層氧化性是與切削溫度最直接相關的技術條件。
氧化溫度是指涂層開始分解時的溫度值,氧化溫度值越高,對在高溫條件下的切削加工越有利。雖然TiAlN涂層的常溫硬度也許低于TiCN涂層,但事實證明它在高溫加工中要比TiCN有效得多。
TiAlN涂層在高溫下仍能保持其硬度的原因在于可在刀具與切屑之間形成一層氧化鋁,氧化鋁層可將熱量從刀具傳入工件或切屑。與高速鋼刀具相比,硬質合金刀具的切削速度通常更高,這時TiAlN成為碩朔硬質合金刀具的首選涂層,硬質合金鉆頭和立銑刀通常采用這種PVDTiAlN涂層。
從應用技術角度講:除了切削溫度外,切削深度、切削速度和冷卻液都可能對刀具涂層的應用效果產生影響。
四、常用涂層材料進展及超硬涂層技術
硬質涂層材料中,工藝最成熟、應用最廣泛的是TiN。目前,工業發達國家TiN涂層高速鋼刀具的使用率已占高速鋼刀具的50%-70%,有的不可重磨的復雜刀具的使用率已超過90%;碩朔精密刀具可提供硬質合金刀具返修磨后涂層;數控修磨刀具后不影響刀具的精度及使用壽命;能更好的節省加工成本,節能降耗。
由于現代金屬切削對刀具有很高的技術要求,TiN涂層日益不能適應。TiN涂層的耐氧化性較差,使用溫度達500℃時,膜層 明顯氧化而被燒蝕,而且它的硬度也滿足不了需要。TiC有較高的顯微硬度,因而該材料的耐磨性能較好。同時它與基體的附著牢固,在制備多層耐磨涂層時,常將TiC作為與基體接觸的底層膜,在涂層刀具中它是十分常用的涂層材料。
TiCN和TiAlN的開發,又使涂層刀具的性能上了一個臺階。 TiCN可降低涂層的內應力,提高涂層的韌性,增加涂層的厚度,阻止裂紋的擴散,減少刀具 崩刃。將TiCN設置為涂層刀具的主耐磨層,可顯著提高刀具的壽命。
TiAlN化學穩定性好,抗氧化磨損,加工高合金鋼、不銹鋼、欽合金、鎳合金時,比 TiN涂層刀具提高壽命3—4倍。在TiAlN涂層中如果有較高的Al濃度,在切削時涂層表面會生成一層很薄的非品態A12O3,形成一層硬 質惰性保護膜,該涂層刀具可更有效地用于高速切削加工。摻氧的氮碳化鈦TiCNO具有很高的顯微硬度和化學穩定性,可以產生相當于TiC十A12O3復合 涂層的作用。
在上述硬質薄膜材料中,顯微硬度HV能夠超過50GPa的有3種:金剛石薄膜、立方氮化硼CBN、氮化碳。
許多沉積金剛石薄膜的溫度要求為600℃一900℃,因此該技術常用于硬質合金刀具表面沉積金剛石薄膜。金剛石硬質合金刀具的商品化,是近幾年涂層技術的重大成就。
CBN在硬度和導熱率方面僅次于金剛石,熱穩定性極好,在大氣中加熱至1000℃也不發生氧化。 CBN對于鐵族金屬具有極為穩定的化學性能,與金剛石不宜加工鋼材不同,它可以廣泛用于鋼鐵制品的精加工、研磨等。
CBN涂層除具有優良的耐磨損性能外,還可以在相當高的切削速度下加工耐熱鋼、鈦合金、淬火鋼,能切削高硬度的冷硬軋輥、摻碳淬火材料和對刀具磨損非常嚴重的Si—Al合金等。低壓氣相合成CBN薄膜的方法主要有CVD和PVD法。 CVD包括化學輸運PCVD,熱絲輔助加熱PCVD、ECR—CVD等;PVD則有反應離子束鍍、活性反應蒸鍍、激光蒸鍍離子束輔助沉積法等。CBN的合成技術,在基礎研究和應用技術方面都還有不少工作要做,包括反應機制和成膜過程、等離子體診斷和質譜分析、最佳工藝條件的確定、高效率設備的開發等。
氮化碳有可能具有達到或超過金剛石的硬度。合成氮化碳的成功,是分子工程學十分杰出的范例。作為超硬材料的氮化碳,預期還有其它許多寶貴的物理化學性質,研究氯化碳成為世界材料科學領域的熱門課題。碩朔精密刀具生產、定制硬質合金內冷鉆頭、機夾三面刃刀盤、臺階鉆頭、成型刀具、焊接刀具、數控刀柄、數控刀盤并提供刀具修磨。