移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業(yè)網(wǎng)址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區(qū)湘江路1128號
在線QQ:
在線QQ:
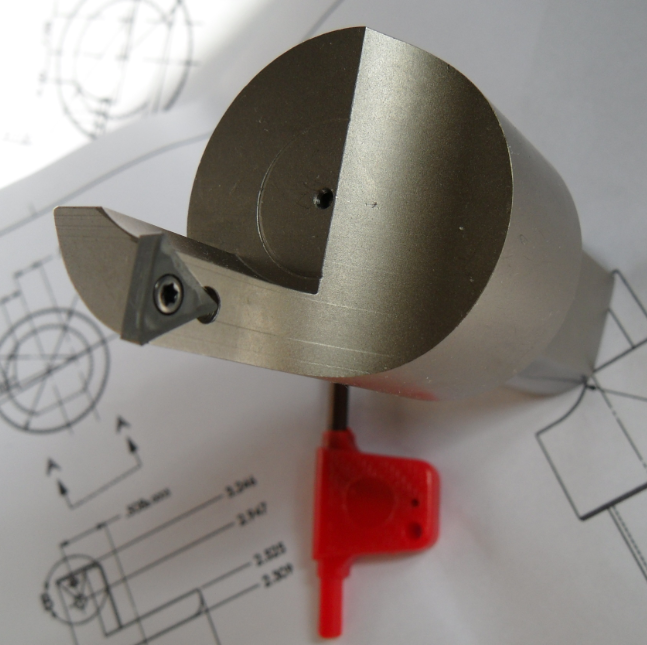
切削過程中的難點(diǎn)分析
在工件試生產(chǎn)時,我們按車削普通碳鋼的工藝方法對3cr13不銹鋼進(jìn)行了車削加工試驗,結(jié)果是刀具加工磨損很嚴(yán)重,生產(chǎn)率很低,零件表面加工質(zhì)量達(dá)不到要求。比較3cr13鋼與40鋼、45鋼等碳素結(jié)構(gòu)鋼的機(jī)械性能可知道,3cr13鋼的強(qiáng)度比40鋼和45鋼高很多,它是一種強(qiáng)度高、塑性好的中碳不銹鋼。由于切削時加工硬化比較嚴(yán)重,切削阻力比較大,切削溫度極高,導(dǎo)致刀具磨損很嚴(yán)重,磨刀次數(shù)增加,增加了停機(jī)加工時間和機(jī)床調(diào)試時間,降低了生產(chǎn)率。同時加工又容易粘刀,易產(chǎn)生積屑瘤,引起工件尺寸的變化并影響表面度,而且加工時切屑不易卷曲和折斷,易損傷工件表面,影響工件質(zhì)量。所以,不能用加工45鋼的工藝來切削3cr13,也不能把通用車床上的加工方法照搬到自動車床上來。因為一般自動數(shù)控車床裝刀較少,要求最好一次走刀就能使被加工表面達(dá)到要求的尺寸和表面粗糙度,以保證較高的生產(chǎn)率。
首頁 |關(guān)于碩朔 |數(shù)控刀具|數(shù)控車刀|焊接刀具|數(shù)控刀柄 |鏜刀 |動態(tài)新聞 |聯(lián)絡(luò)我們
版權(quán)所有@蘇州碩朔精密刀具有限公司 蘇ICP備13017392號
主營范圍:非標(biāo)復(fù)合刀具|非標(biāo)焊接刀具|非標(biāo)成型刀具|PCD金剛石刀具|數(shù)控刀柄|鏜刀|可轉(zhuǎn)位機(jī)夾刀桿|三面刃銑刀|非標(biāo)快速U鉆|深孔內(nèi)冷鉆頭|小徑抗震搪刀桿|復(fù)合搪孔刀桿|螺紋刀具|非標(biāo)刀片改制及修磨。
 |