移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
|
|
移動電話:155 0621 5413
移動電話:159 5092 6748
公司電話:0512-8896 3588
企業網址:www.ruiyipj.com
郵 箱:vicky_zhu@sktool.cn
地 址:蘇州市高新區湘江路1128號
在線QQ:
在線QQ:
高速精細鏜
高速精細鏜也稱金剛鏜,
廣泛應用于不適宜用于圓磨削加工的各種結構零件
的精密孔,例如
:
發動機的氣缸桿、連桿孔、活塞銷孔以及變速箱的主軸孔等。
由于高速精細鏜切削速度高、
切屑截面小,
因而切削力非常小,
這就保證了加工
過程中工藝系統彈性變形小,
故可獲得較高的加工精度和表面質量,
孔徑精度可
達
IT6I
~
IT7
級,表面粗糙度
Ra
可達
0.8
~
0.1
μ
m
。孔徑在
15
~
100mm
范圍內時,
尺寸誤差可保持在
5
~
8
μ
m
以內,還能獲得較高的孔軸心線的位置精度。為保證
加工質量,高速精細鏜常分預、終兩次進給。
高速精細鏜要求機床精度高、剛性好、傳動穩定、能實現微量進給,一般采
用硬質合金刀具,其主要特點是主偏角(
45
度~
90
度)
,刀尖圓弧半徑較小,故
徑向切削力小,有利于減小變形和振動。當要求表面粗糙度
Ra
小于
0.08
μ
m
時,
須使用金剛石刀具。
金剛石刀具主要適用于銅、
鋁等有色金屬及其合金的精密加
工。
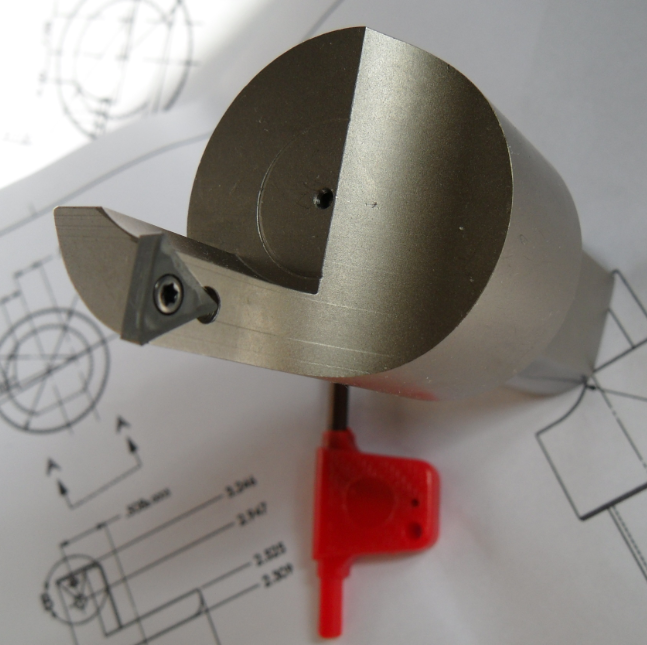
高速精細鏜刀
高速精細鏜也稱金剛鏜,廣泛應用于不適宜用于圓磨削加工的各種結構零件的精密孔,例如:發動機的氣缸桿、連桿孔、活塞銷孔以及變速箱的主軸孔等。由于高速精細鏜切削速度高、切屑截面小,因而切削力非常的小,這就保證了加工過程中工藝系統彈性變形小,故可獲得較高的加工精度和表面質量,孔徑精度可達IT6I~IT7級,表面粗糙度Ra可達0.8~0.11μm。孔徑在14~100mm范圍內時,尺寸誤差可保持在3~8μm以內,還能獲得較高的孔軸心線的位置精度。為保證加工質量,高速精細鏜常分預、終兩次進給。
高速精細鏜要求機床精度高、剛性好、傳動穩定、能實現微量進給,一般采用硬質合金刀具,其主要特點是主偏角(45度~90度),刀尖圓弧半徑較小,故徑向切削力小,有利于減小變形和振動。當要求表面粗糙度Ra小于0.07μm時,須使用金剛石刀具。金剛石刀具主要適用于銅、鋁等有色金屬及其合金的精密加工。